1.1 Общие характеристики
Пока в качестве промышленного процесса используется литье в форме плавления, сплавы на основе кобальта используются в требовательных применениях. Технология электронно - лучевой плавки Arcam, непосредственно конкурирующая с литьем в форме плавления, является жизнеспособным вариантом для изготовления сложных деталей из сплавов на основе кобальта. Большинство расплавленных форм, изготовленных из кобальтовых сверхсплавов, были отлиты в открытой атмосфере. Благодаря процессу плавления электронных лучей Arcam вакуумная атмосфера обеспечивает контролируемую среду и делает изготовленные детали превосходными свойствами материала. Сплав CoCrMo широко используется в медицинских протезных имплантатах. Эти сплавы особенно полезны в случаях, когда требуется высокожесткий или высокополированный и чрезвычайно износостойкий материал. Сплав CoCrMo является предпочтительным материалом для таких применений, как имплантаты коленных суставов, металлы для металлических тазобедренных суставов и зубные протезы.
Кобальтовые сплавы также играют важную роль в характеристиках авиационных и наземных газовых турбин. В то время как вакуумные литые никелевые сплавы доминируют в тепловом сегменте современных авиационных турбинных двигателей, кобальтовые сплавы часто назначаются для особенно требовательных применений, таких как топливные форсунки и лопасти промышленных газовых турбин. Arcam ASTM F75 - это немагнитный сплав CoCrMo, обладающий высокой прочностью, коррозионной стойкостью и отличной износостойкостью. Он широко используется в пластической хирургии и стоматологических имплантатах. Высоко полированные компоненты включают в себя рукоятку бедренной кости для замены тазобедренного и коленного суставов. Другие медицинские имплантаты кобальта включают тазобедренную впадину и большеберцовую кость. Во всех случаях, особенно компоненты тазобедренного сустава, качество материала имеет решающее значение из - за тяжелой нагрузки на детали и подверженности усталости.
1.2 Особые характеристики
Сплав
Arcam ASTM F75 CoCr также подходит для быстрого изготовления инструментов для литья пластмассовых деталей. Высокая твердость материала и отличное качество материала делают полированные детали оптическими или зеркальными и обеспечивают более длительный срок службы инструмента. Инструменты могут создавать сложные геометрические формы, конформные каналы охлаждения еще больше продлевают срок службы инструмента, повышая производительность, детали и качество поверхности.
1.3 Применение
Обычно CoCrMo используется для:
-
Газовая турбина.
-
Ортопедические имплантаты.
-
Стоматологические имплантаты.
1.4 Спецификации порошка
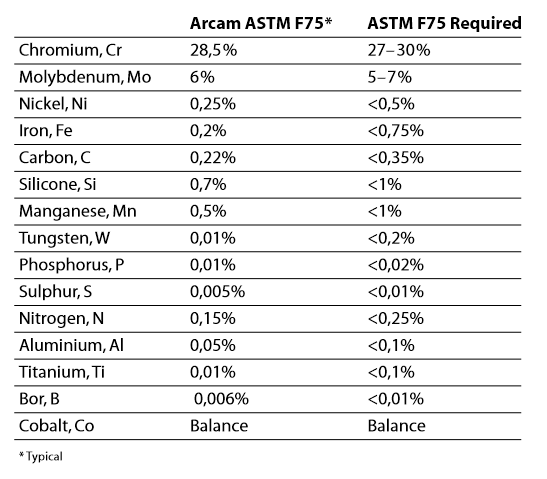
Порошок из сплава Arcam ASTM F75 CoCr для EBM производится путем распыления газов, и его химический состав соответствует стандарту ASTM F75. Размер частиц составляет 45 - 100 микрон. Это ограничение минимального размера частиц обеспечивает безопасную обработку порошка. Дополнительные сведения об обработке и безопасности сплава Arcam ASTM F75 CoCr см. в Arcam MSDS (таблица данных по безопасности материалов).
1.5 Химический состав
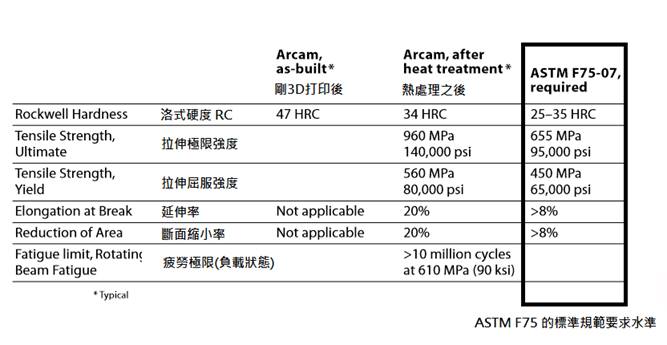
1.6 Механические свойства
Раздел 2. Последующая обработка
2.1 Мим спекание
2.2 Термическая обработка
Рекомендуются следующие процедуры термической обработки.
При необходимости в общем цикле выполняется тепловое изостатическое давление (HIP) со следующими параметрами: - 1200°C - 1000 бар аргона - 240 минут.
2. гомогенизация (HOM) термическая обработка со следующими параметрами: - 1220°C - 0,7 - 0,9 мбар аргона - 240 минут. Максимальная скорость закалки от 1220°C до 760°C, до 8 минут. Его целью является растворение карбидов, улучшение изотропии микроструктуры и снижение хрупкости материала EBM. (MIM, инъекционное формование металлического порошка также следует обработке HOM после спекания)
2.3 Механическая обработка
Детали, изготовленные по технологии EBM, обладают хорошими механическими свойствами. Детали, изготовленные с использованием процесса Arcam EBM, показали отличные результаты при использовании любого традиционного процесса обработки. Превосходная производительность деталей, изготовленных с использованием EBM, позволяет полировать детали до зеркальной или оптической чистоты для использования в пресс - формах и других приложениях, требующих превосходной чистоты поверхности.
2.4 Микроструктурное производство
До или после термической обработки (HIP + HOM) детали CoCrMo с EBM производят полностью плотные детали в материале без сварных швов. Завершенный материал состоит из тонких гранул, содержащих карбидные осадки. Термическая обработка преобразует микроструктуры в изотропные структуры, значительно уменьшая видимость карбидов.
На изображении ниже показана типичная микроструктура до и после термической обработки (HIP + HOM). Завершенный материал имеет тонкие зерна в направлении строительства (Z). Он содержит углерод высокой плотности, что приводит к высокой твердости завершенного материала.
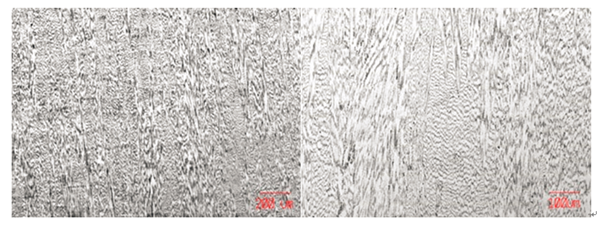
圖 3. Завершение строительства микроструктуры, травление поперечного сечения по направлению Z
HIP + HOM полностью преобразует микроструктуру в изотропное состояние. Карбид растворяется, что приводит к увеличению растяжения и снижению твердости, как показано в спецификации после термообработки. Пористость в завершенных или HIP + HOM материалах отсутствует.
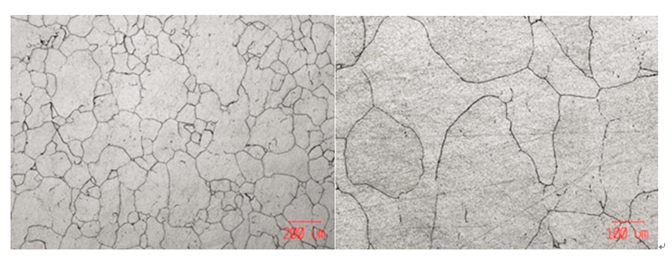
圖 Микроскопическая структура после HIP + HOM, травление сечения по направлению Z
